1924年,美國貝爾實驗室的休哈特博士(1891年—1967年)首次提出了質量控制圖的概念,此后,關于統計過程控制(Statistical Process Control,SPC)的理論被系統地建立起來,并在ISO9000質量管理體系中被系統地應用。統計過程控制的主要表現形式是各種控制圖以及相應的過程能力分析,本篇短文將主要總結控制圖的各個方面的知識,以及通過一個案例來介紹國工智能數據大腦平臺在控制圖方面的應用。
一、控制圖的原理踐
導致質量發生變異的因素很多,但是總體而言分為兩大類:
(1)特殊因素(也稱之為可查明原因),如設備的壞損、工藝參數的變化、操作工人的疲勞、以及人員的變動等等;
(2)隨機因素,如環境溫濕度的輕微變化、原材料的細微差異等等。
一般而言,隨機因素對產品質量影響是微弱的,也是任何生產過程所固有的,而特殊原因容易導致質量特征發生劇烈的變化,導致異常值的發生。當一個過程僅僅受隨機因素影響的時候,過程的質量特征輸出一般都符合正態分布,也就是說,特征值落在 3 的范圍內的概率將達到99.73%,而落在此區間外的概率僅有0.27%,被認為是異常現象,休哈特博士正是根據正態分布的這一特性構造了休哈特控制圖,也稱之為常規控制圖。
一般,常規控制圖的控制界限為:
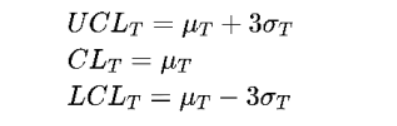
其中, , 為統計量的總體參數,休哈特控制圖的示意圖如圖1所示。
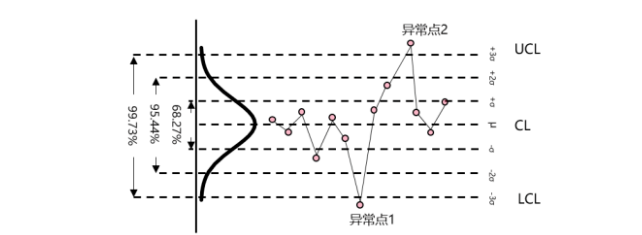
圖1:休哈特控制圖示意圖
因此,根據休哈特控制圖的判異理念,只有當特征值超出 3 的范圍才會被判異,這個概率僅有0.27%,因此很容易出現漏發質量警報的情況,為此,國家標準GB/T 4091-2001《常規控制圖》給出了判斷異常的八種模式,我們僅以其中一條理解起來稍有困難的判異準則進行解釋:
『模式3:當過程處于統計控制狀態,連續6個點遞增或遞減。』
首先,當過程處于統計控制狀態,6個連續的點不越界的概率很顯然是 () ,但是如果連續遞增或者遞減,則相當于一個排列組合的過程(遞增排列或遞減排列),因此,其概率僅有:

由此可以看出,這個概率非常小,因此,認為存在某種特殊因素的干擾導致了這種情況的發生。所以說,控制圖的原理是基于『小概率事件不輕易發生,如若觀測到小概率事件,就認為過程受到了特殊因素的影響。』
二、各種常規控制圖的使用選擇
當我們需要建立控制圖來監控質量異常時,我們需要根據質量特性來進行選擇,圖2是《Statistical Process Control, reference manual, AIAG》給出的控制圖選用程序,非常清晰地指明了如何通過質量特性來選擇控制圖,這里需要說明一點是,在化工企業里面,由于某些產品性質均勻,所以采用I-MR單值圖的情況會較多。
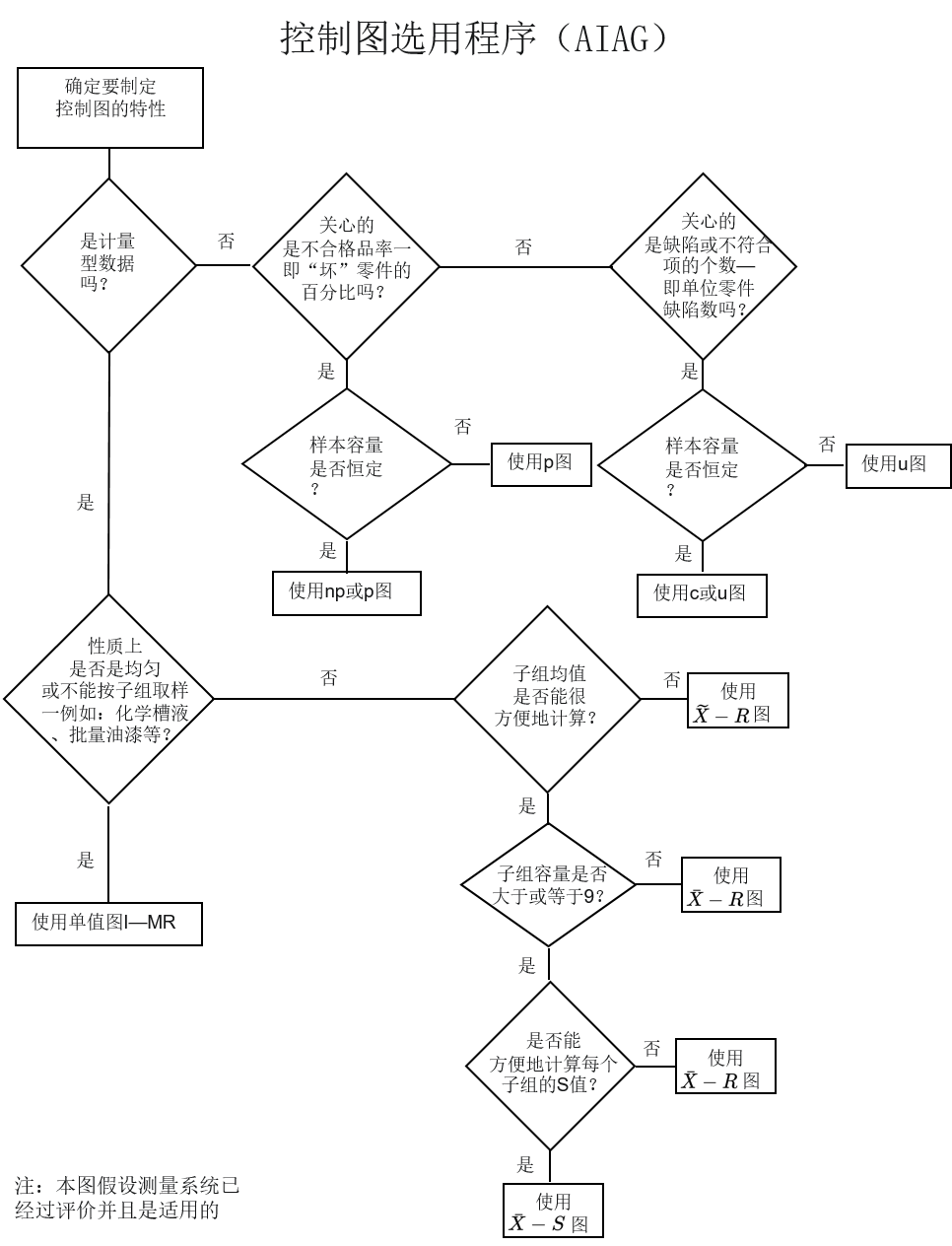
圖2:控制圖選用程序(AIAG)
此外,在控制圖的選擇中,除了考慮數據類型、子組容量以及批次量的大小和是否均勻等因素外,有時候還需要考慮過程的波動大小,如果某些特征值波動非常小,可能就需要通過特殊控制圖來進行跟蹤,同時,也需要根據測量成本來選擇采取子組容量的大小。
三、控制圖使用注意事項以及應用場景介紹
對于常規控制圖的使用,它要求數據必須具備以下三個基本條件:
(1)數據相互獨立;
(2)數據大體上服從正態分布;
(3)過程變異只有隨機誤差。
如果數據不滿足以上三種條件,則需要對數據處理之后才可以使用控制圖來對過程進行監控,比如,數據分布不正態的情況下,可以通過適當的變換使得非正態分布轉化為正態分布,這里比較規范和通用的做法是運用Box-Cox法進行變換。
在工業現場,控制圖的應用場景非常之多,表1針對各種類型的控制圖列舉了一些應用場景以供參考:
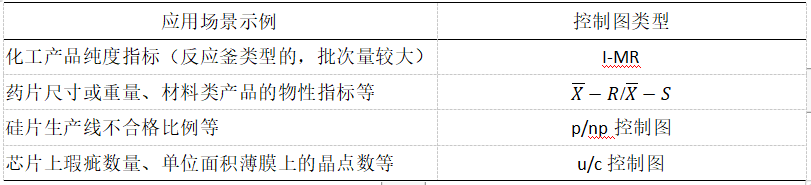
表1:各種控制圖的應用場景介紹
四、一個完整的案例
在油漆制造過程中,用相同的壓注嘴連續地向1加侖的油漆罐注入油漆。為了監測這個過程,決定在接下來的25h內每小時一次抽取5個連續的罐,測量每個罐的重量(lb),樣本數據如表2所示,需要通過合適的控制圖來判定過程是否受控。
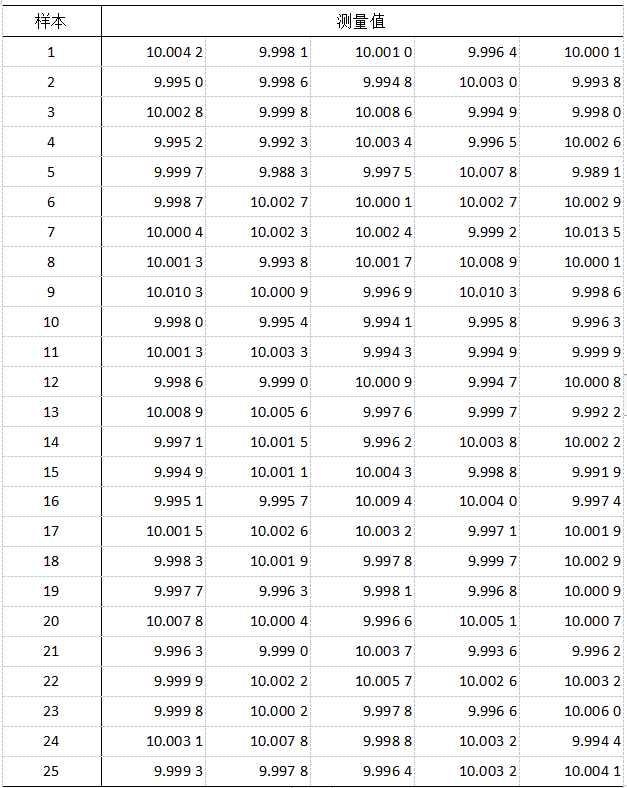
表2:來自油漆裝料過程的子組容量為5的25個樣本
對于這個問題,由于子組容量小于9,且數據是數值型變量,最合適的控制圖方案是 控制圖。將數據導入國工智能數據大腦平臺,通過控制圖
控制圖。將數據導入國工智能數據大腦平臺,通過控制圖 分析后得到如下結果:
分析后得到如下結果:
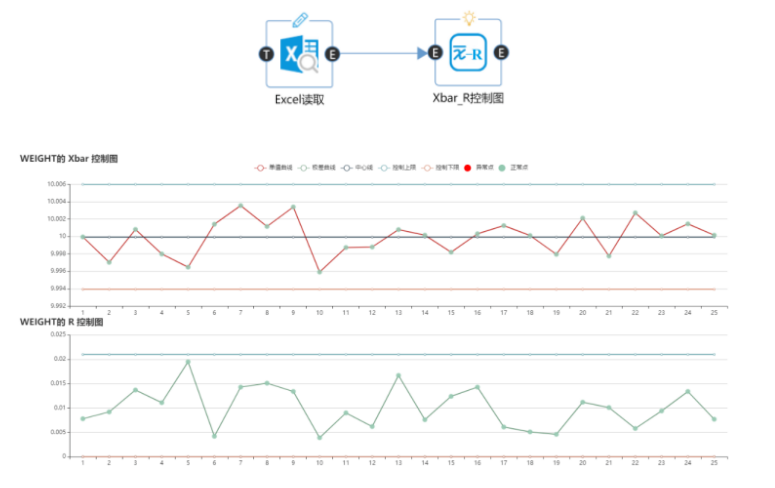
此外,國工智能數據大腦平臺SPC工具的優勢在于它具有服務化計算功能,數據無需導入,就可以實時進行分析和實時進行報警,所以一旦過程參數越界、發生異常,系統就自動發出報警到各種移動設備上,便于管理人員在第一時間發現問題,并安排進行相應的干預,這樣就可以避免重大質量事故的發生,提升產品的合格率和質量穩定性。
參考文獻:
[1].《統計學》,[美]William M. Mendenhall等著
[2].《六西格瑪管理統計指南》,馬逢時等著
[3]. Statistical Process Control, reference manual, AIAG
 2025-07-14
培訓賦能AI化工升級,客戶價值驅動產業創新
2025-07-14
培訓賦能AI化工升級,客戶價值驅動產業創新
夏日的煙臺,海風送爽。在第十屆煙臺國工智能科技有限公司AI研究院“AI課題文獻綜述分享茶歇會”上,一場聚焦“人工智能與化工領域深度融合”的智慧盛宴成功舉辦。
 2025-06-27
探索AI賦能高分子配方設計新未來!
2025-06-27
探索AI賦能高分子配方設計新未來!
6月9日,第八屆煙臺國工智能科技有限公司AI研究院“AI課題文獻綜述分享茶歇會”成功舉辦。本次會議聚焦“基于遺傳算法的高分子配方設計方法”,通過前沿技術分享與案例解析,展現了國工智能在AI+材
 2024-11-13
智能光譜儀在四氫呋喃精餾回收工藝在線檢測的應用
2024-11-13
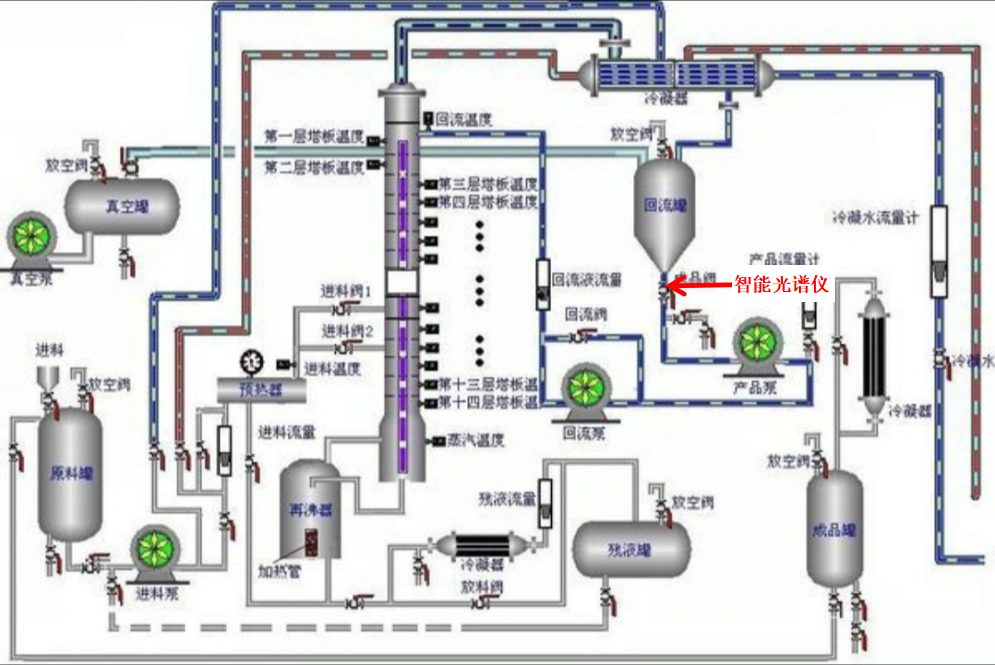
智能光譜儀在四氫呋喃精餾回收工藝在線檢測的應用
精餾回收工藝是醫藥化工行業中的最為重要的典型單元操作之一,在原料藥、精細化工、輕工業等各個領域都有極其廣泛的應用。由于精餾過程的復雜性,精餾工藝過程的終點現階段仍需要生產工人每隔一定時間取樣送實驗室檢測,通過氣相色譜測定含量,卡爾費休滴定法
 2023-09-28
月圓人圓,國工與您賀中秋迎國慶!
2023-09-28
月圓人圓,國工與您賀中秋迎國慶!
中秋節是中國傳統節日之一,也是一年中最重要、最盛大的節日之一。在這一天,以明亮的月亮和家人團聚為特點,承載著人們無盡的思念和美好的祝福。 國慶、中秋兩節遇, 合家團圓精神俱。 團團圓圓過中秋, 歡歡喜喜

